安全防坠器打孔工序标准操作
钻孔工序并非随意而为之,在批量生产之前,已经严格设计出孔径以及空坐标神秘位置能满足承载力大承载能力。
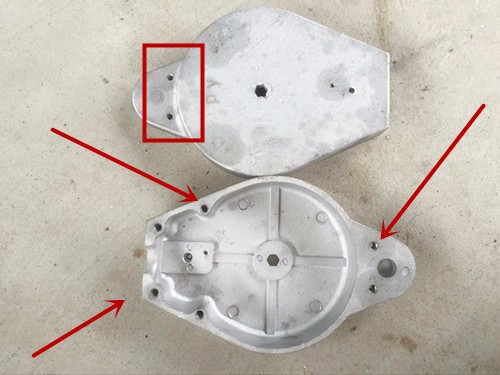
铸造安全防坠器外壳除了留出孔隙以外,需要预留打螺丝孔位置,用来固定防坠器整体结构。
东圣起重防坠器为了能够更好的固定,使得其更加牢固,预留六处螺丝钉位置,分别为底部,中部,顶部各两处。
图片说明:
这些螺丝孔为防坠器外壳铸造成型后,人工钻孔(用钻头在实体材料上加工出孔),并不是铸造形成。
钻孔工序并非随意而为之,在批量生产之前,已经严格设计出孔径以及空坐标神秘位置能满足承载力大承载能力。
钻孔之前准备工作(这些孔为固定承载重力孔,重要性可想而知):
1、准确划线
钻孔前,操作人员前提要求熟悉速差防坠器图样尺寸,加工好工件的基准;一般基准的平面度≤0.04mm,相邻基准的垂直度≤0.04mm。
按钻孔的位置尺寸要求,使用高度尺划出孔位置的十字中心线,要求线条清晰准确;线条越细,精度越高。
由于划线的线条总有一定的宽度,而且划线的一般精度可达到0.25~0.5mm,所以划完线以后要使用游标卡尺或钢板尺进行检验;若对于划线后检验做的不够,经常拿着划错线的工件进行钻孔,根本保证不了孔的位置精度;
⒉划检验方格或检验圆
划完线并检验合格后,需要划出以孔中心线为对称中心的检验方格或检验圆,作为高空防坠器试钻孔时的检查线,以便钻孔时检查和借正钻孔位置,一般可以划出几个大小不一的检验方格或检验圆,小检验方格或检验圆略大于钻头横刃,大的检验方格或检验圆略大于钻头直径。
⒊打样冲眼
划出相应的检验方格或检验圆后应认真打样冲眼。先打一小点,在十字中心线的不同方向仔细观察,样冲眼是否打在十字中心线的交叉点上,后把样冲眼用力打正打圆打大,以便准确落钻定心。这是提高钻孔位置精度的重要环节,样冲眼打正了,可使钻心的位置正确,钻孔一次成功;打偏了,则钻孔也会偏,所以必须借正补救,经检查孔样冲眼的位置准确无误后方可钻孔。
打眼钻孔工序完毕。原创文章版权归河北东圣起重制造有限公司所有




